deja un mensaje
si tiene preguntas o sugerencias,por favor déjenos un mensaje,¡le responderemos tan pronto como podamos!
 español
español English
English français
français Deutsch
Deutsch русский
русский italiano
italiano português
português 日本語
日本語 Türkçe
Türkçe 中文
中文

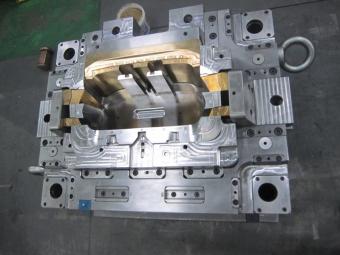
hay muchas dificultades en el moldeo por inyección de plástico. el molde de inyección consta de un molde móvil y un molde fijo. la producción de productos de plástico requiere moldeo por inyección. el material plástico se inyecta en la cavidad del molde de inyección a través de una máquina de moldeo por inyección, y se forma después de enfriarse y solidificarse. ¿Qué debo hacer si hay un defecto de brillo en la superficie del molde de moldeo por inyección de plástico durante el proceso de fabricación del molde?
Las siguientes son las razones y soluciones para los defectos de brillo superficial de los moldes de moldeo por inyección de plástico resumidos por JHS, con la esperanza de ayudarlo.
1. mal acabado del molde, óxido en la superficie de la cavidad, etc., mal escape del molde.
2. el sistema de compuerta del molde está defectuoso, el pozo de babosas frías debe agrandarse, el canal, el canal principal de pulido, el canal y la compuerta deben ampliarse.
3. la temperatura del material y la temperatura del molde son bajas. si es necesario, se puede utilizar el método de calentamiento local de la puerta.
4. la presión de procesamiento es demasiado baja, la velocidad es demasiado lenta, el tiempo de inyección es insuficiente, y la contrapresión es insuficiente, lo que da como resultado una compactación deficiente y una superficie oscura.
5. el plástico debe estar totalmente plastificado, pero debe evitarse la degradación del material, el calentamiento debe ser estable, y el enfriamiento debe ser suficiente, especialmente para los de paredes gruesas.
6. Evite que el material frío entre en la pieza de trabajo, y use resortes autoblocantes o reduzca la temperatura de la boquilla si es necesario.
7. se utilizan demasiados materiales reciclados, la calidad de los plásticos o colorantes es deficiente, se mezclan con vapor de agua u otras impurezas, y la calidad de los lubricantes utilizados es deficiente.
8. la fuerza de sujeción debe ser suficiente.
sigue leyendo, mantente informado, suscríbete, y te invitamos a que nos digas lo que piensas.







 compatible con la red ipv6
compatible con la red ipv6
 Servicio en línea
Servicio en líneaescanear a wechat :